Introduction
To understand what is required for any product development using thermoplastic injection molding a general understanding of some fundamental concepts will help you make the right decisions. An informed buyer will always make a better customer as they will not have any unrealistic expectations on cost and delivery of their program.
To start the process lets explore the concept of Molds.
Basic Description of a Mold
The basic physical components of a mold are mainly comprised of plates that have machined pockets that house the cores and cavities. These plates are bolted together in a manner that allows for them to come apart allowing for they parts to be removed and have lines drilled in them for cooling.
To help you understand this important component of our industry we will start with a basic description of a mold and it functions. The sequence of the description of the different parts of the mold will be in the same sequence that the plastic makes in it journey to form the final part. Once these concepts are understood then we can explain how the market influences the types of construction and the many special details that can influence the molds performance. Describing what an injection mold is can difficult, especially if we consider all the different types of molds and the many combinations of mold construction and functions due to part designs, the mold cost. To make this even more challenging the molding industry has developed jargon to describe these mold features that can be different depending on what part of world you’re in and who you talk with.
There are Basic functions of a mold that are universal, but there are many variations and combinations of cost and market demands that require unique combinations of things that make them different. There is often many ways to deliver the came part out of In addition to There can be many combinations that will work and sometimes it is just a matter of preference as to which way the mold ends up. To help us understand the functions of the mold this section is written from the plastics point of view. It will show how the plastic enters into the mold is formed and cooled and then ejected. This gives us the basic functions of a mold in sequence.
Functions of a Mold
The four basic functions of a mold in sequence are:
1. Provide a melted resin delivery system
2. Provide a core and cavity that will make the shape of the part
3. Provide a method of cooling the part
4. Provide a method to remove the part
In simple terms a mold consists of a series of plates that are bolted together that contain core and cavity sets. It basically functions as a heat exchanger takes the heat of the molten plastic away after it has formed the desired shape in the cavity and ejects the part out. As a result it goes with out saying that molded part form follows function.
This requires the mold plates to have channels cut to provide a path for the molten material to the core and cavity sets, drilled lines in the plates to supply water cooling and has an ejector system that can consist of a stripper plate of ejector housing to eject the part all based on the shape and size of the molded part. In addition the molds performance and design is also interdependent with the press, part design, material and the process that is developed. Changes with any of these components can result in an entirely different mold.
All molds provide a way to convey the material from the press nozzle to the cavity and core that will form the part. This is done with channels machined into the mold steel called runners. The mold must keep the material in the runner molten long enough to fill the mold and then it must provide cooling with water lines drilled into the mold plates to remove the heat. Once the heat is removed the mold must also provide away of removing or ejecting the part from the mold automatically or semi automatically.
Types of melt delivery (runner) systems used in a mold
1. Cold Runner
The original method that was used in molds to deliver material to the parts in a mold was a milled channel in the mold plates.
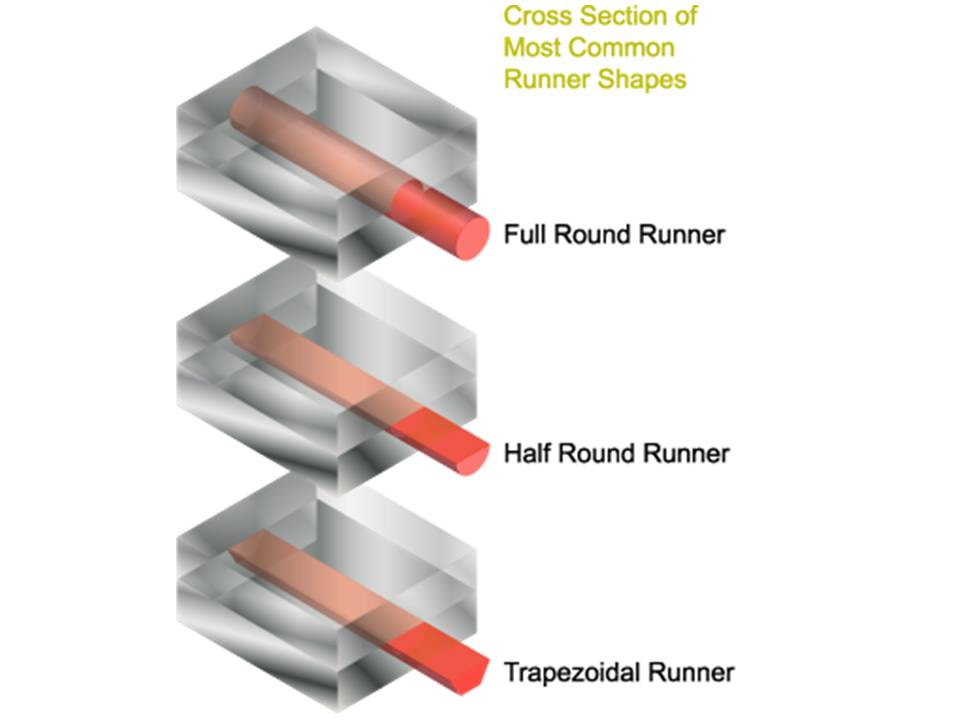
The Runner size generally starts out with a large channel and will reduce in size when it splits to smaller branches to keep the pressure loss to a minimum. The designation of a cold runner means that the runner is allowed to cool and is ejected from these channels on each cycle.
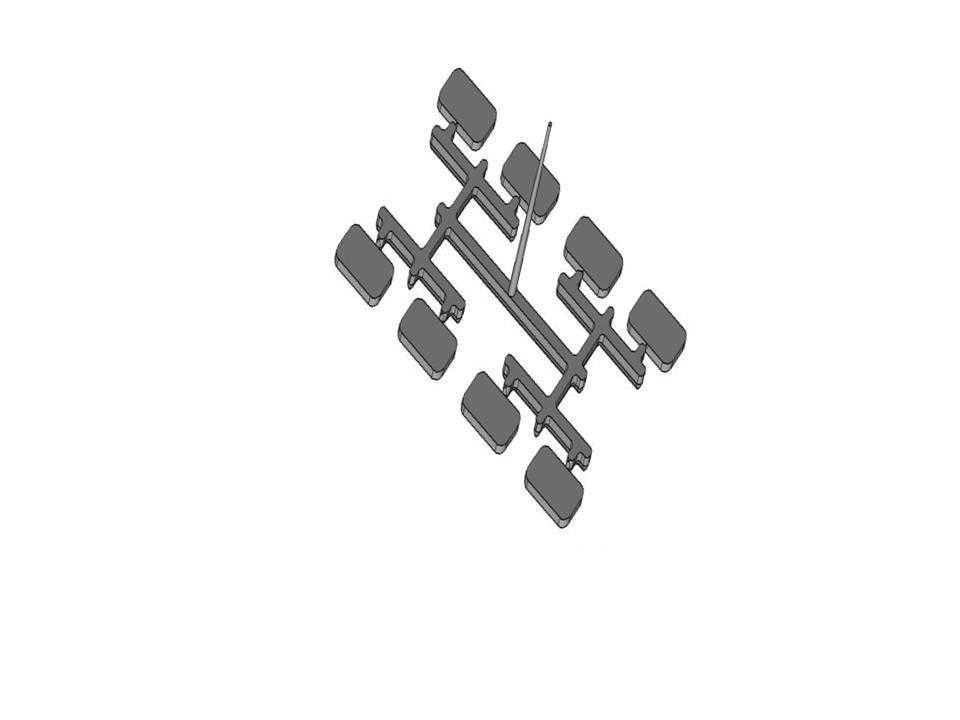
Balance
Along with this concept the idea of delivering the plastic to each cavity at the same time to make sure we have consistent parts. This idea was achieved by designing the runner length to be the same to each cavity. To do this is designer used a concept called a geometric balance. While this concept had some serious flaws it was generally held to be true and many many molds were designed with this concept. This is also the reason why mold cavitations are usually even numbers. The most common cavitations are 2,4,6,16,32,64. The size of the primary runner often times would set the cycles and cause the part price to be high. In today’s world of research shows that there are many other variables that we must consider in understanding how material is delivered simultaneous to each cavity. In regards to cold runner balance one of te main forces is how energy is removed from the plastic as it flows in the cold steel channels. This phenomenon has been addressed by a concept that was and corrected with a concept called a melt flipper. The idea of a balanced runner can easily be disproved and is done everyday when we make a short shot that shows that the material does not flow to every cavity evenly even if the melt channels are the same distance between each cavity.
The problem is not as prevalent when the mold has a hot runner with valve gates. This type of system has shown that the influence of balance is interdependent with the steel temperature and the type of plastic, the forces required to push the material, the size and shape and geometric path of the runner system along with the gate size which can be larger due to the automatic closing of the gate with a valve pin which allows for a significantly larger gate.
Cold Runner Gates
Types of gates
The term gate is one of the simplest to understand. It means that when it is open something can pass through and when it is closed it can not. The problem associated with understanding the many types of gates comes in when we try to understand the interdependent things like how big they are and what makes them open and closed and which design is best suited for the material, and dealing with the resulting marks on the parts.
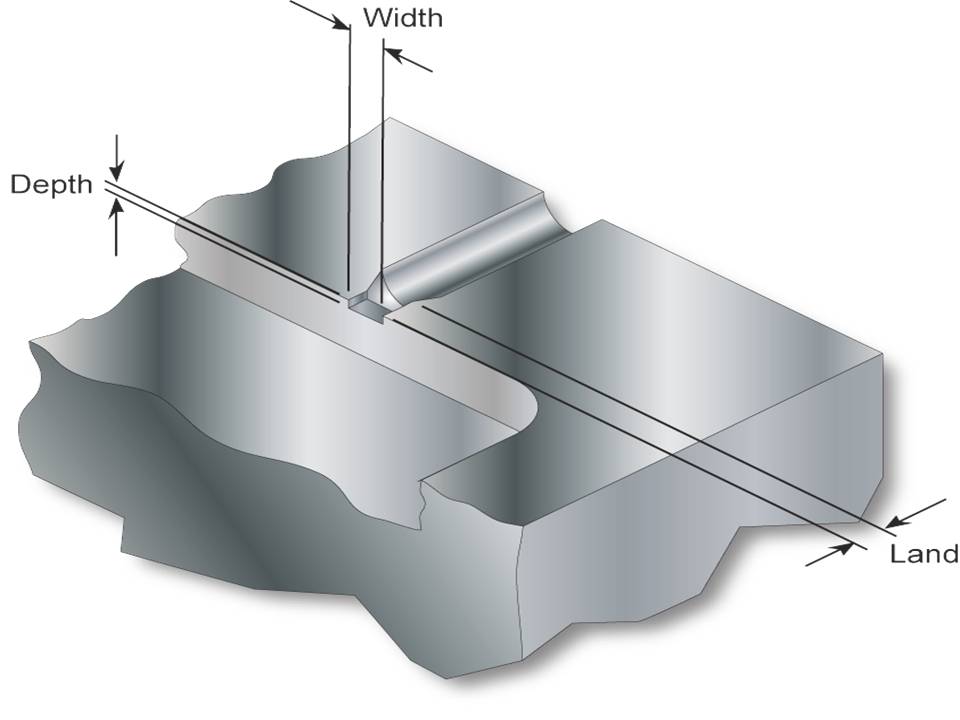
Illustration of Tab Gate
This is a “cold runner tab gate”. Note that the gate depth is less than the gate width. A gate designed like this they will close based on the smallest dimension. You can allow more material in faster by widening the gate. If the gate is too small it can freeze before all the material gets in the parts and make the part into what is called a short shot. However making the smallest dimension on the gate larger may allow more material in but it will also increase the time it will take for the gate to close. This can lengthen the cycle time and make the part more expensive as the cost will increase due to the machine rate.
What is typically called gate freeze is not where the temperature gets near freezing. I t is only low enough to make the plastic into a solid. By ejecting the part before gate freeze in some cases it can affect the dimensional stability of the part. The reason it is assumed that if parts are ejected before the freeze is because molten plastic is compressible and the material must be packed into the part and if the gate is not solid it is assumed that some material will leak back into the runner. This may be a minimal amount but it our quest to be perfect it is a generally accepted practice in processing.
Cold runner Drop Gate or Pin Point Gate
This gate is round and shaped like a pencil point it is used to gate part on the top and is generally used in molds that produce round parts such as closures or caps.
2. Sub runner
As technology developed the concept of hot runner became popular and was used to avoid the secondary operations of regrinding and storing the used material. The hot runner concept was also very expensive and molder designers were asked to combine the concept with an economy of scale. By not gating directly into the part the molds were designed to eliminate the heaviest runners and gated into the smaller branch of the mold. These small branches of cold runners were called sub runners.
3. Hot runner
Gate types
These runners would end with a very small opening at the part called a gate.
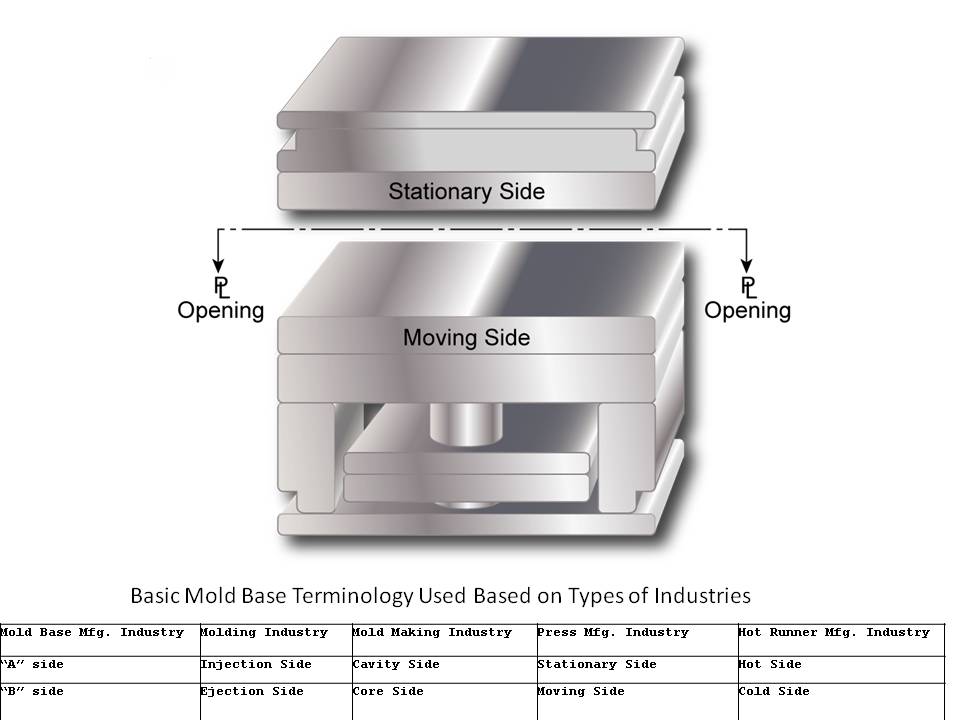
Knowing the lingo depends on who you are talking to.
Earlier we mentioned that the description of molds can be very confusing to illustrate this see the chart below that show what different supplies or individuals will call the same part of the mold..
Insulated Runner- Is the original attempt in mold making to avoid having to re-process or throw away runners. There are many molds still around today that use this technology and are still successful. The insulated runner approach utilizes the physics of thermal diffusivity in plastic to insulate the center of the runner by making the runner extremely large. By continually shooting plastic through the runner it keeps alive . By being able to pass the energy into the runner the center of the runner stays molten and is able to convey the material into the mold cavity.
DME Cool One- was the next effort that was made to keep the center of the flow/p>
molten by using cartridge heaters. The only draw back to this was that the mold with over 12 cavities could not be balanced geometrically./p>
Hot manifold
Mold design and construction can also be affected by how the customer’s markets needs are in relation to the cost of the mold and the production needs. This is an area that must be considered that can change with the life cycle of the product. These changes to the mold during the life cycle are often called mold histories and are what makes the description of what each shop has to deal with interesting and very different. This why you can see two or three different mold construction types, with different cavitations and mold functions that can produce the sane part. This can lead to many arguments and opinions on which way is best as each one had been designed with different trade offs in mind. By understanding this we must refrain from tagging something as good or bad mold design because its design is relative to the market need at they time of its construction. So in short we can say there can be better choices in mold construction that match with each market needs at the time. Unfortunately we live in a dynamic world and these choices are not always the same each time we make them. This leads to a variety of mold designs for the same part and which can lead to trouble on the production floor because we can not always see the differences and will mix up processes that will work for one mold but not the other.
Hot runner gate types
Valve
Edge
Fixed probe
1. Core and Cavity
Cores and Cavities
All Cores and cavities are separated in the mold by what is known as the parting line. Cores and cavity shapes are mirror images of what the part will be. Because the heated material has expanded the cores and cavities must be constructed to include the plastic shrinkage so when the part is ejected from the mold it will be the correct size. In addition the cores and cavities must be made so the plastic can come out. Parts that have wall sections that do not allow for this will have special features in the mold that will remove the steel that forms the undercut. This feature sin known as a slide and is moved out of the way on opening the mold before the part is ejected. The methods to move the slide is called a “caming” and cam action molds have several features that make them unique and dangerous to operate if we do not understand them.
Depending on where the parting line is will also define where the mold will have gates, and venting.
Getting the correct shrinkage is dependent on the process
Steel choices
Are normally made in a collaborative effort between the mold maker, molder and part designer. These choices are trade offs are between of wear, thermal conductivity and corrosion.
Shrinkage
Shrinkage is nothing more than plastic material expansion and contraction. This very important calculation often gets miss applied in semi-crystaline materials such as polypropylene and polyethylene because they are process sensitive. Amorphous material such as polycarbonate, ABS and polystyrene are a little more predictable as they do not allow for as much processing due to their molecular structure and degradation.
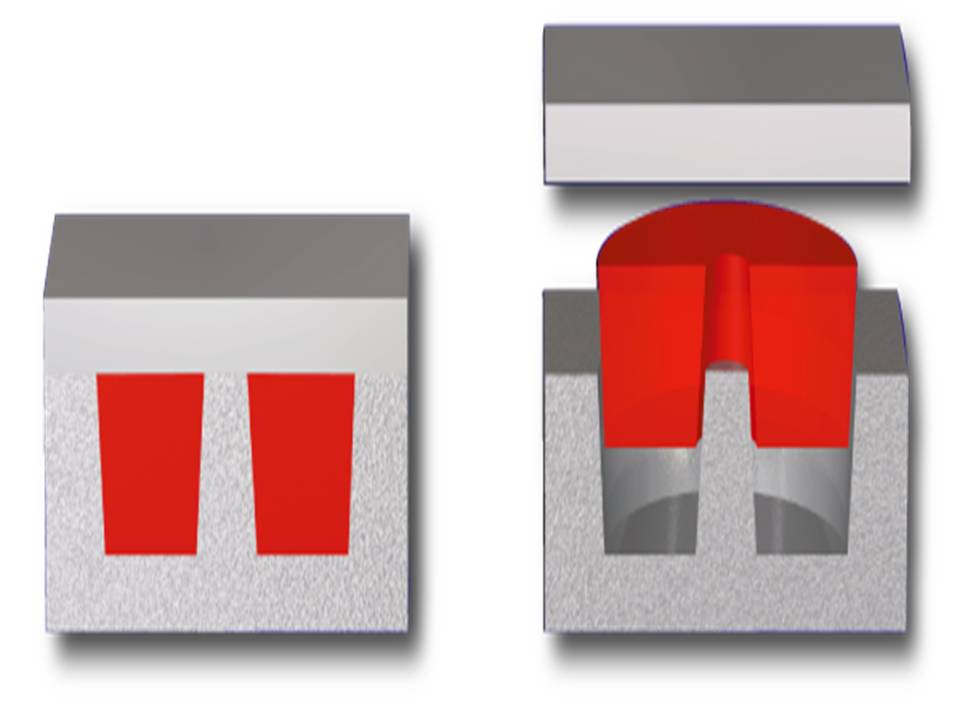
Draft
Draft is a concept that is required to make the part easier to mold and must be considered in the mold making process. If the draft does not exist in the process it can lead to a lot of problems and extra cost. The illustration below show how a part must be drafted to allow easy release of the part from the mold. Draft must be applied in the direction of how the part is ejected. This is often impossible to design in to the product until it is finished because sometimes the direction of ejection cannot be determined until the part design is completed.
Shut offs
Mold alignment
Venting
Parting line ejector pins or strippers,
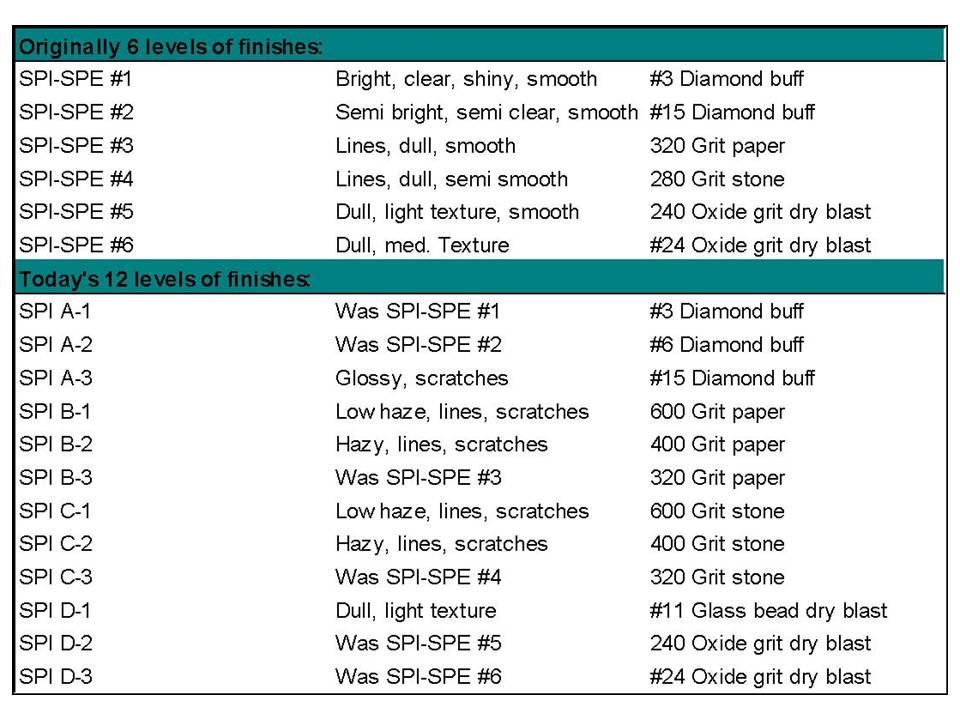
Polish in a mold is specified by the customer is often a part of the marketing of the product. Polishing a mold is one of the most time consuming parts of the mold.
Mold actions- Dealing with undercuts
Types of Cooling in a Mold
The water system in mold is comprised of drilled lines in the mold plates that keep the plates at the same temperature and drilled water lines that connect to water channels or grooves cut in the cavity and cores that contain the shape of the part. These drilled lines have an in and out that allows the water to make a journey through the mold. If the water is blocked it cannot do its job. The water lines are feed by hoses outside the mold and are the only real evidence we have any cooling is with flow meters that connects to the hoses. Some times to verify that the water is turned a technician can tell by feeling the outside of the hoses and noticing any vibrations cause by the flowing water. Because we cannot see how the water moves we can only have a perception of how cooling takes place in a mold. Unlike the other functions of a mold such that we can see like the runner system, and the ejection system and the inside of a cavity or outside of the core, the cooling in a mold is hidden from view. It performs much like the human circulatory system except it is always flowing. While the cooling is by far the most influential function of the mold but is probably the least understood. If we were to ask a mold designer how much water is needed he will reply as much as I can get in. If we used this concept with our body’s circulatory system we would not survive. The mold cooling concepts in today’s mold designs will need to be more defined as a function of the total design. The cycle time, part weight, wall section and type of plastic are all interdependent factors that should be used to calculate how much water should be used and the rate it needs to flow at to achieve the minimal cycle time.
The mold designer should know how to choose the correct water channel size, its location and the steel materials to achieve the minimal cycle time. In addition he must work with the molder to understand how much water is available, its temperature, and velocity.
Part Designer
A part designer generally only know the functions he requires for the part he is designing for usually he does not understand the functions of the mold and how the part must be manufactured. For this reason he designs in a lot of problems for the mold maker and molder.
However if the molder and mold maker does not understand the function of that part and what is required to make it work they can present a problem for the part designer. This is one of the major challenges we face when doing product development and why a feasibility study takes some extra works as each discipline must be understood to make an effective part design.
It is the responsibility of the part designer to also contact the material supplier to obtain design guides to enhance the performance of his product by choosing the correct thermoplastic material.
Mold Designer- a mold designer is a person that must combine all the necessary decisions on how a mold is to be built. He must take into consideration all the trade offs of each of the decisions and make the best possible choice on how to optimize the performance of the mold. The life cycle , the price of the part must be sold at and the speed at which the mold must run are all variables that must be considered when selecting materials to build the mold. the designer is also responsible for picking the right shrinkage the plastic will have as well as the type of texture required to make quality parts.
Molder- is the person that must run the molds at the best time that makes the most consistent part quality.
Part Material
Semi-Crystalline
Requires more energy
Amorphous
Requires less energy
Size
Dia of water line
Baffles
Bubblers
GPM-( Gallons/Minute)
Rate of Tower water
Rate of Thermolator
(portable water unit)
Wall Section
Semi-crystalline- flows easier and requires less wall section
Amorphous – flows harder and requires more wall section
Location
Inserts- How close to each other
Quantity
How many lines
Steel Choice
Rate of thermal
Conductivity
Temperature of:
Material
Mold
Water
Set Up-
Size of Connections
Looping
2. Function of Ejection
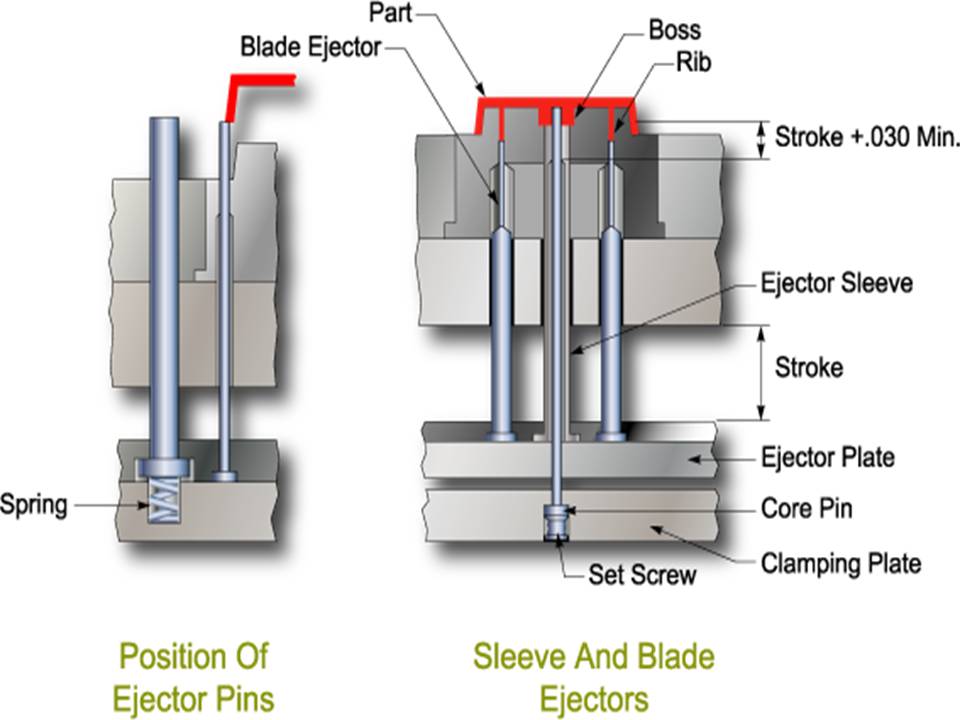
The basic function of the ejection system of a mold is to eject the part as fast as possible with out distorting it. There are two Basic types of ejection systems used in a mold. One is called Stripper plate system and other is called pin ejection. The primary difference is that the stripper plate is typically used on round parts that are over 1 inch or 25 mm in diameter. The reason for the size of the diameter os dues to the working clearance required between the core and stripper diameter . The smaller the diameter the less the clearance required. Once the diameter less than 1 inch pr 25 mm it is less than what most semi-crystalline material will flash at and it is more economical to use a sleeve ejection . The stripper ring construction requires an angle and exact fit between the core and stripper ring to the concept of a stripper angle is used to provide an exact fit for diameters lager than 1 in or 25 mm. By using an angle it ensures the proper clearance will be used and no flash will occur between the stripper and core. On smaller diameter an ejector sleeve can be used as the clearance are typically less than what the material will flash at.
Types of ejection used in a mold is either done with pins or plate actions
Ejecting the part is dependent on mold construction and how the mold comes apart to allow for the release of the runner and part. The simplest type of mold construction that allows for both the runner and part to come out is known as the two plate mold This is only one type of construction the other type is known as three plate mold. The primary difference between when one is selected over the other has to do with the configuration of the part. So inadvertently the product designer really is who determines which mold design will be used not the mold designer or mold maker. To design a mold to perform the ejection functions is divided into two Basic types, pin ejection and stripper ejection. These two types of ejection are also described as either a two plate or three plate molds because of the opening that are required. This terminology in most cases confuses most of us because we can easily see that there are far more than just two or three plates in most molds that are described in this manner. What this really designates is that there are one, two or three openings in the mold to eject the part and runner. Typically a three plate mold designation will be used if the part is round and is gated on the top or if the round part is stripped off the core.
Geometric design that are square do not allow for stripper plates. in addition part size will also play an important role in deciding which ejection method to use. In addition because most caps and closures are gated on the top they employ the there plate ejection in two places on for removing the runner and one for removing the part. A three plate refers to using a stripping action as opposed to an ejector pin and is more effective in removing apart.
However due to part configuration, steel choices, draft and surface finishes and coatings that influence the effectiveness of ejection often times it can be a hard to determine which factor should be used. Many case because a combination of these can work just as effectively as other combinations it is difficult to explain when and where they should be used.
to over come in determining factor that can change when the mold surface finish or material leaves a residue that cause the ejection to be less effective.
Other factors that aide ejection.
The ease of ejection of part can also affect the quality and the cycle time of that part there are three things that aid in the ejection of the part besides the method, the lubricity of the steel the lubricity of the material and the draft. In addition the processing can also affect the amount of force required. The combination of these elements often can correct or cause of problem in molding.
In general the ejection should be applied at the base of the part along the parting line placing ejection in ribs is also a help. The one are that can be problematic is placing the ejection at the top of the core this will tend to cause the part to do what as known as the Chinese finger puzzle and actually make the ejection more difficult if there is not enough draft or lubricity either in the mold steel or material.
Unscrewing
Strip threads
Mold Making Construction- is huge topic, but can be generaly described by methods used to remove the steel and the part design features that requires certain actions in the mold to get the part out of the mold or get plastic into it.
Market Influences on Molds Design and Construction
Type of construction and cavitation will follow market need. The initial design and build mold request dictates the mold construction to be used will be used is based on the market requirement and where the company is in the product development cycle. These decisions are based on cost and risk and will fall into three categories.
Three Categories of Mold Construction
1. Prototype
2. Unit
3. Production
1. Prototype Molds
Generally molds that are built at the beginning of product development are prototype molds. The reason prototypes are used is basically due to the low cost in a high risk application. Parts in this stage have not been market tested and are prone to be changed or completely redesigned. In some cases molders will use a family mold concept where several parts are in the same mold. They are designed with minimal cost and can be used for limited amounts of production. These molds will sacrifice mold longevity and cycle time for mold cost. It basic function is to create a part in the plastic material that can be used for evaluation in regards to function and general use. As the market demand develops and more parts are required the customers will either build a full high cavitation production mold or a unit mold.
2. Unit
Unit molds are distinctly different from prototypes. The construction of this type of mold will follow all the water requirements, ejection, runner system, and gating for a production mold and is meant to last. It is used to refine the mold performance and help establish shrinkage and potential problems with the productions mold it is usually ranges from a single cavity to a four cavity.
3. Production
Production mold are generally high in cavitation and use direct gated hot runner molds
The function of a mold is to transfer
Direction of pull draft or draw
Mold Polish
Gate
Knock out rod
Describing Types of injection molds can be vague and often confusing due to the use of terms that can be used in different context or are used to describe more than one thing. For example a stripper plate or three plate mold can describe a mold that has stripper plate actions for either teh runner or the part or a combination of both. Even the common two plate designation is often used when there are more than two plates. The two plate designation is used to describe a mold that has all the plates bolted together except at the parting line. No wonder new people to the industry stay confused when they first get started.